Zobacz slidy
Treść prezentacji
Slide 1
Sklejanie elementów optycznych
Slide 2
Cele klejenia jednorodność układu optycznego, eliminacja zjawiska częściowego odbicia (dopasowanie współczynnika załamania kleju do współczynnika załamania elementów optycznych, np. soczewki), łączenie elementów optycznych z oprawami, obudowami itp.
Slide 3
Podstawowe kleje balsam jodłowy, balsamin, kleje UV-utwardzalne, inne.
Slide 4
Sklejanie balsamem jodłowym Balsam jodłowy żywica z jodły kanadyjskiej, pospolitej, syberyjskiej, kaukaskiej i amurskiej (odmienne zbiory żywicy jodłowej od zbiorów żywicy sosnowej) Właściwości żywicy jodłowej lepka i przezroczysta ciecz o żółtawozielonkawym kolorze i specyficznym zapachu, zwiera ok. 30 terpentyny jodłowej, którą można całkowicie oddestylować, nie zmienia się i nie krystalizuje przy obniżeniu temperatury do -5C.
Slide 5
Sklejanie balsamem jodłowym Przeróbka żywicy na balsam - pierwszy etap, usuwanie zanieczyszczeń: rozpuszczanie w eterze, dodawanie wody destylowanej w celu wytworzenia emulsji, miareczkowanie roztworem 0.1n NaOH z dodatkiem oranżu metylowego, wtórne płukanie eterem i wodą destylowaną, proces powtarzany 23 razy w ciągu doby, odkwaszony roztwór rozcieńcza się eterem i potem odwadnia, filtrując roztwór przez odpowiednie filtry papierowe
Slide 6
Sklejanie balsamem jodłowym Zagęszczanie żywicy rysunek: cel: odparowanie eteru oraz terpentyny znajdujących się w żywicy, w centralnej części: temperatura ok. 60C oraz ciśnienie ok. 16kPa, sposób działania: odessanie (pompy próżniowe) niepożądanych składników wskutek wydzielenia się ich przy ustalonych warunkach, czas trwania procesu: 1-2h, powtórzenie procesu przy bardziej rygorystycznych warunkach: 170C i p0.5kPa, czas trwania ok. 35min. efektywność procesu: 100g żywicy 60g balsamu
Slide 7
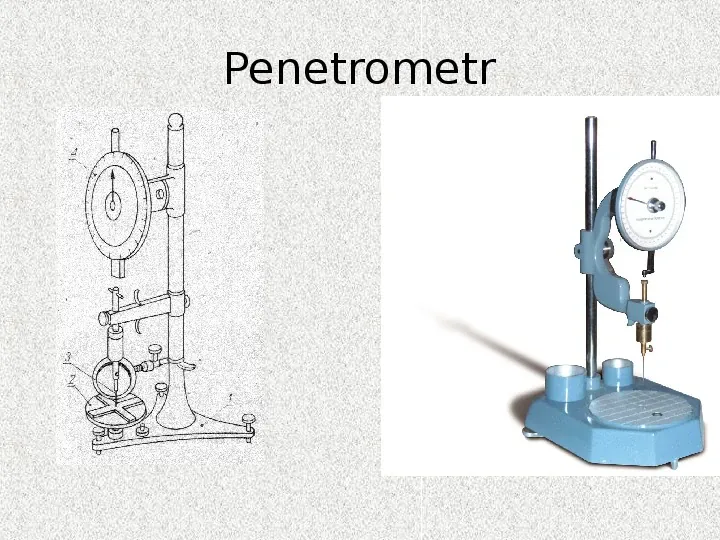
Sklejanie balsamem jodłowym Pomiar twardości balsamu penetrometr Richardsona (rys.) istota pomiaru: im bardziej miękki jest balsam tym bardziej igła penetrometru wnika w balsam, podgrzany balsam wlewa się do mosiężnych naczyń, a następnie chłodzi do temperatury pokojowej, czas trwania zanurzania igły: 1min.,
Slide 8
Penetrometr
Slide 9
Sklejanie balsamem jodłowym Właściwości balsamu: współczynnik załamania 1.521.54, dyspersja 0.013, współczynnik rozszerzalności liniowej zmienny od 0.510-4 do 2.310-4 (730 razy większy niż łączonych szkieł), wada: w znacznym stopniu pochłania ultrafiolet.
Slide 10
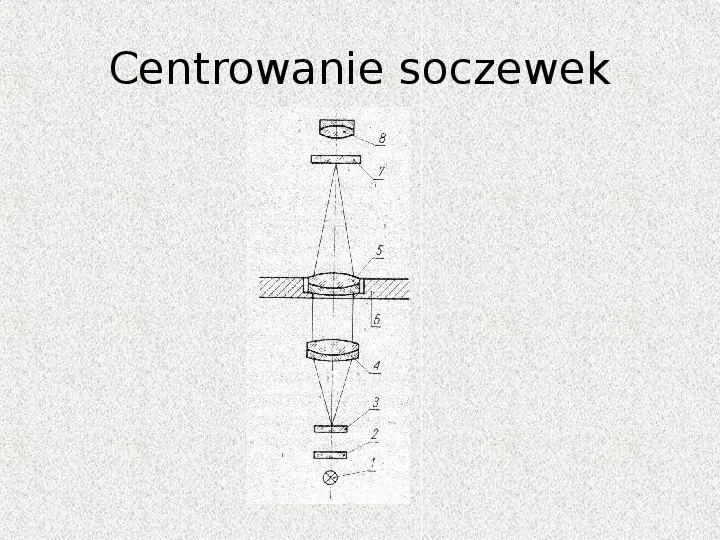
Sklejanie balsamem jodłowym Proces sklejania elementów optycznych balsamem oczyszczenie powierzchni sklejanych (spirytus, eter), nagrzewanie pary szkieł do temperatury ok. 150C, wprowadzenie między sklejane powierzchnie kropli balsamu, wyciskanie nadmiaru balsamu, centrowanie soczewek (rys.) chłodzenie układu soczewek, odprężanie sklejonych elementów w termostatach w temperaturze ok. 50C (45h), kontrola jakości po usunięciu niepożądanych fragmentów balsamu i oczyszczeniu układu.
Slide 11
Centrowanie soczewek
Slide 12
Sklejanie balsaminem Balsamin tworzywo sztuczne, klej karbinolowy Dlaczego? Balsam jodłowy ma stosunkowo małą odporność termiczną i mechaniczną, ponadto raz sklejonych elementów optycznych nie można rozkleić.
Slide 13
Sklejanie balsaminem Sposób otrzymywania kondensacja winyloacetylenu z acetonem w obecności wodorotlenku potasu w postaci proszku. Właściwości współczynnik załamania 1.50 Zalety możliwość rozklejenia, gdy proces sklejenia się nie uda
Slide 14
Kleje fotoutwardzalne http:loctite.fast.dewwdhplbooki024ch02.htm Czas utwardzania tych klejów zależy od natężenia i długości fal światła UV. Dlatego prawidłowa polimeryzacja wymaga zawsze doboru źródła promieniowania UV do danego produktu. Promieniowanie UV powoduje rozszczepianie fotoinicjatorów. Z kolei tak powstałe wolne rodniki rozpoczynają polimeryzację. Systemy Loctite do utwardzania światłem UV dysponują widmem optymalnym dla produktów Loctite. Procesy utwardzania UV dzieli się na trzy rodzaje: utwardzanie wskrośne przez promieniowanie UV utwardzanie powierzchniowe przez promieniowanie UV wtórne systemy utwardzania
Slide 15
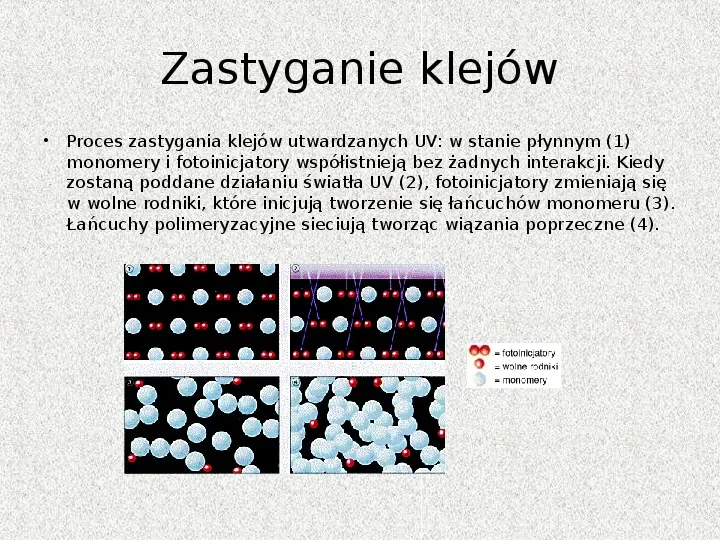
Zastyganie klejów Proces zastygania klejów utwardzanych UV: w stanie płynnym (1) monomery i fotoinicjatory współistnieją bez żadnych interakcji. Kiedy zostaną poddane działaniu światła UV (2), fotoinicjatory zmieniają się w wolne rodniki, które inicjują tworzenie się łańcuchów monomeru (3). Łańcuchy polimeryzacyjne sieciują tworząc wiązania poprzeczne (4).
Slide 16
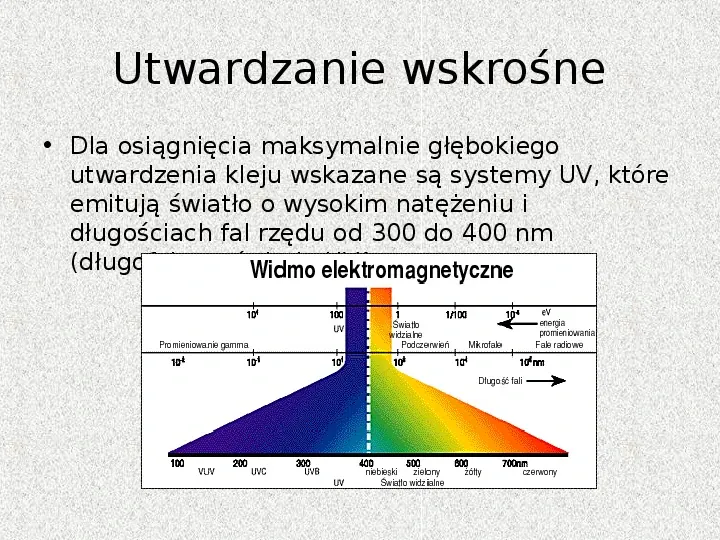
Utwardzanie wskrośne Dla osiągnięcia maksymalnie głębokiego utwardzenia kleju wskazane są systemy UV, które emitują światło o wysokim natężeniu i długościach fal rzędu od 300 do 400 nm (długofalowe światło UVA.
Slide 17
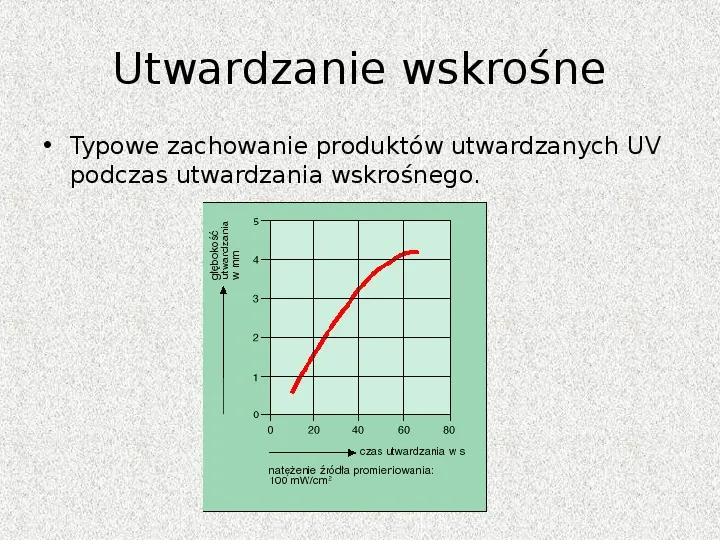
Utwardzanie wskrośne Typowe zachowanie produktów utwardzanych UV podczas utwardzania wskrośnego.
Slide 18
Utwardzanie powierzchniowe Utwardzanie powierzchniowe jest szczególnie ważne przy klejeniu lub zalewaniu materiałami UV. Jeśli użyje się nieodpowiednich rodzajów lamp UV, powierzchnia pozostanie lepka. Aby temu zapobiec, źródło promieniowania UV powinno emitować fale o wysokim natężeniu w zakresie długości fal poniżej 280 nm (światło UVC). Jest to bardzo skuteczne, gdy chce się uniknąć niepożądanej reakcji przy kontakcie klejonej powierzchni z powietrzem atmosferycznym, które hamuje utwardzanie się produktu (patrz ilustr. 11). Widma promieniowania wysokoenergetycznych systemów światła UV Loctite gwarantują niezawodne utwardzanie, nie pozostawiając lepkiej powierzchni kleju.
Slide 19
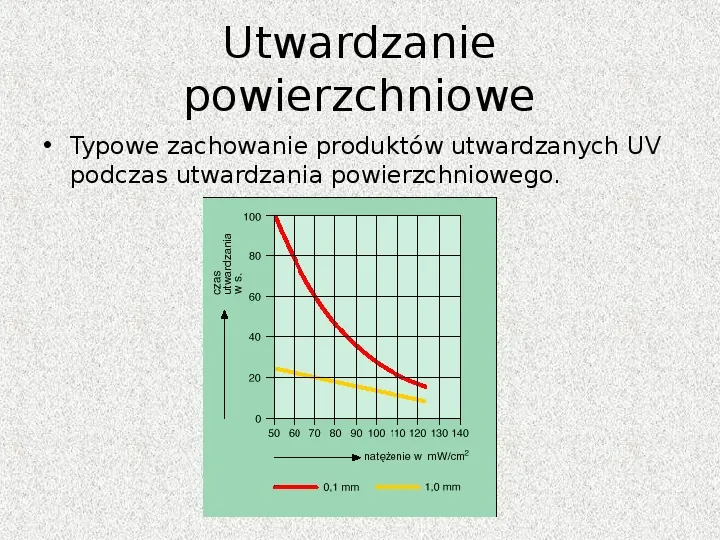
Utwardzanie powierzchniowe Typowe zachowanie produktów utwardzanych UV podczas utwardzania powierzchniowego.
Slide 20
Utwardzanie przy pomocy mechanizmów wtórnych W wielu przypadkach światło UV nie dociera do wszystkich miejsc pokrytych klejem. Dlatego Loctite opracował kleje z dodatkowymi systemami utwardzania w przestrzeniach nie objętych światłem UV: utwardzanie utwardzanie utwardzanie utwardzanie anaerobowe na gorąco poprzez wilgotność powietrza aktywatorem
Slide 21
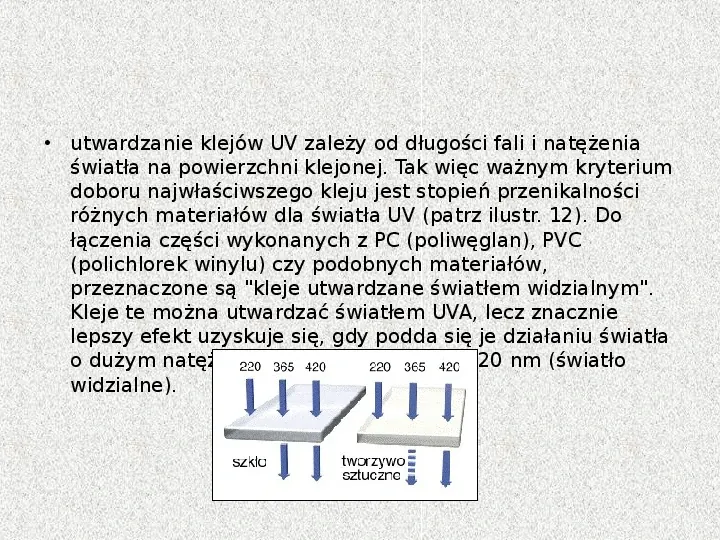
utwardzanie klejów UV zależy od długości fali i natężenia światła na powierzchni klejonej. Tak więc ważnym kryterium doboru najwłaściwszego kleju jest stopień przenikalności różnych materiałów dla światła UV (patrz ilustr. 12). Do łączenia części wykonanych z PC (poliwęglan), PVC (polichlorek winylu) czy podobnych materiałów, przeznaczone są kleje utwardzane światłem widzialnym. Kleje te można utwardzać światłem UVA, lecz znacznie lepszy efekt uzyskuje się, gdy podda się je działaniu światła o dużym natężeniu i długości fali około 420 nm (światło widzialne).
Slide 22
Kleje utwardzane światłem UV generalnie charakteryzują się następującymi własnościami: znaczna wytrzymałość wysoka zdolność wypełniania szczelin bardzo krótkie czasy utwardzania do osiągnięcia wytrzymałości ręcznej dobra do bardzo dobrej odporność na środowisko jako kleje jednoskładnikowe są łatwe do dozowania w automatycznych systemach nanoszenia
Slide 23
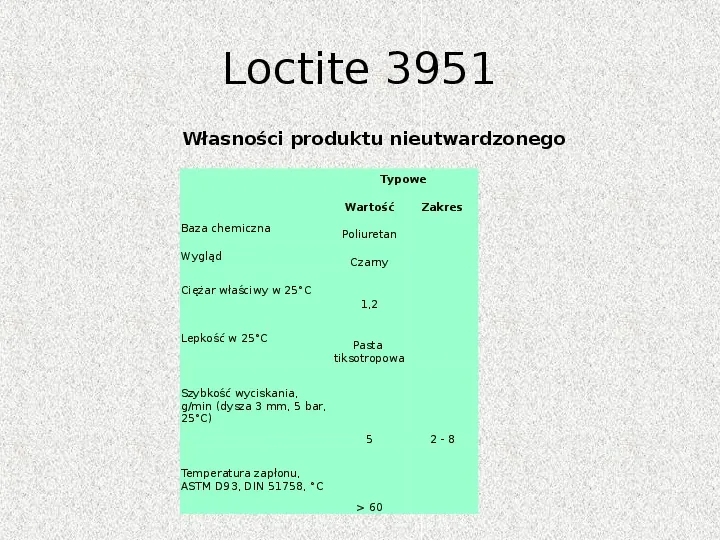
Loctite 3951 Własności produktu nieutwardzonego Typowe Wartość Baza chemiczna Wygląd Zakres Poliuretan Czarny Ciężar właściwy w 25C 1,2 Lepkość w 25C Pasta tiksotropowa 5 2-8 60 Szybkość wyciskania, gmin (dysza 3 mm, 5 bar, 25C) Temperatura zapłonu, ASTM D93, DIN 51758, C
Slide 24
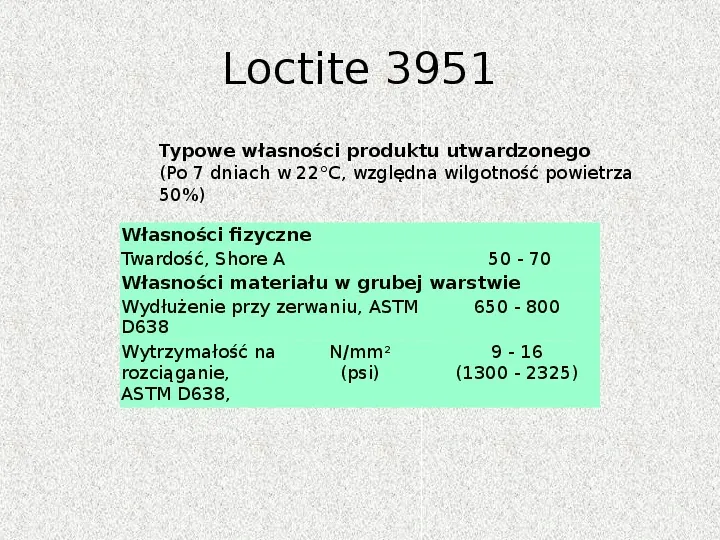
Loctite 3951 Typowe własności produktu utwardzonego (Po 7 dniach w 22C, względna wilgotność powietrza 50) Własności fizyczne Twardość, Shore A 50 - 70 Własności materiału w grubej warstwie Wydłużenie przy zerwaniu, ASTM 650 - 800 D638 Wytrzymałość na Nmm2 9 - 16 rozciąganie, (psi) (1300 - 2325) ASTM D638,
Slide 25
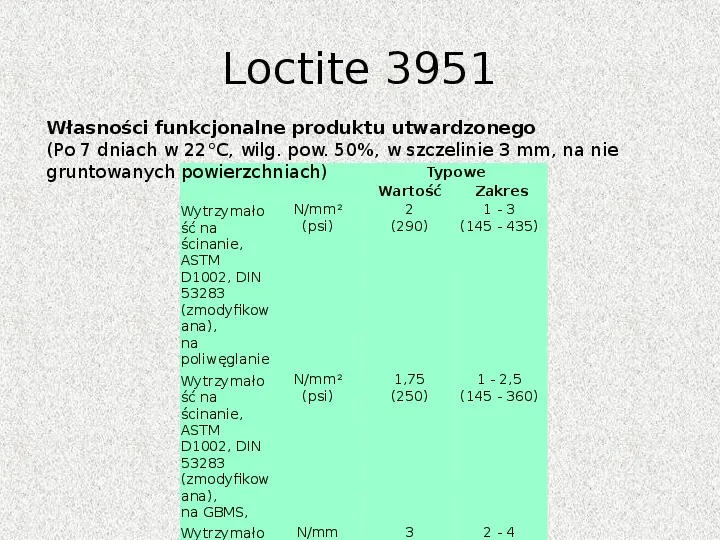
Loctite 3951 Własności funkcjonalne produktu utwardzonego (Po 7 dniach w 22C, wilg. pow. 50, w szczelinie 3 mm, na nie Typowe gruntowanych powierzchniach) Wytrzymało ść na ścinanie, ASTM D1002, DIN 53283 (zmodyfikow ana), na poliwęglanie Nmm2 (psi) Wartość 2 (290) Zakres 1-3 (145 - 435) Wytrzymało ść na ścinanie, ASTM D1002, DIN 53283 (zmodyfikow ana), na GBMS, Wytrzymało Nmm2 (psi) 1,75 (250) 1 - 2,5 (145 - 360) Nmm 3 2-4
Slide 26
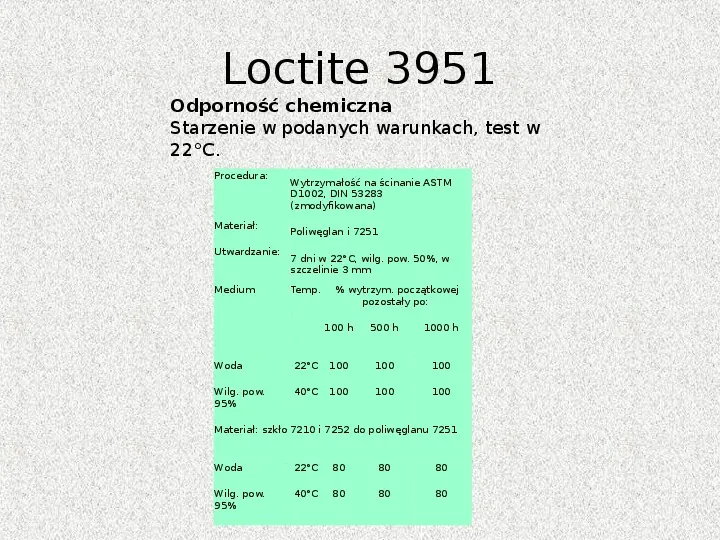
Loctite 3951 Odporność chemiczna Starzenie w podanych warunkach, test w 22C. Procedura: Materiał: Utwardzanie: Medium Wytrzymałość na ścinanie ASTM D1002, DIN 53283 (zmodyfikowana) Poliwęglan i 7251 7 dni w 22C, wilg. pow. 50, w szczelinie 3 mm Temp. wytrzym. początkowej pozostały po: 100 h 500 h 1000 h Woda 22C 100 100 100 Wilg. pow. 95 40C 100 100 100 Materiał: szkło 7210 i 7252 do poliwęglanu 7251 Woda 22C 80 80 80 Wilg. pow. 95 40C 80 80 80
Slide 27
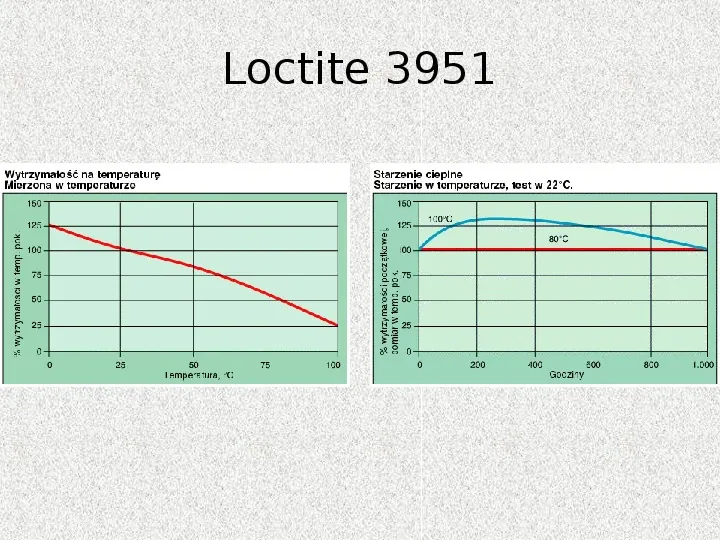
Loctite 3951
Slide 28
Loctite 3951
Slide 29
Kleje fotoutwardzalne Gfwegwg Specyfikacje techniczne kleju PL4400 UV schnącego pod wpływem światła dziennego lub UV http:www.kleje.rato.plproducts parliteuvopticalselguide.htm
Slide 30
Właściwości cieczy Skład Urethane Methacrylate Przylepność w 25 şC, cpsBrookfield LVF, 1-60 rpm 450-500 cps Wygląd Przezroczysta ciecz Toksyczność Niska Temperatura zapłonu 95 0C Ciężar właściwy 1.1
Slide 31
Właściwości po wyschnięciu Kurczliwość 0.7 Twardość D 602 Rozciągliwość (w momencie pęknięcia) 125 Współczynnik załamania światła 1.50 (po wyschnięciu) Moduł Younga 2.1 x 105 psi Tensile Shear 3200 psi
Slide 32
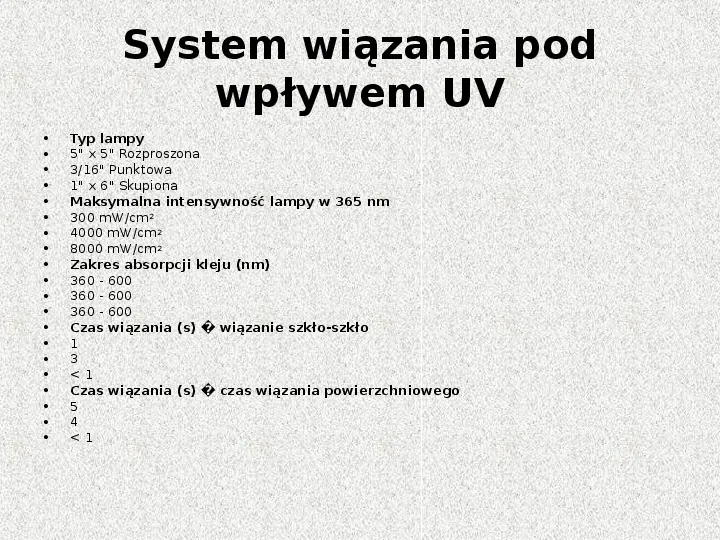
System wiązania pod wpływem UV Typ lampy 5 x 5 Rozproszona 316 Punktowa 1 x 6 Skupiona Maksymalna intensywność lampy w 365 nm 300 mWcm2 4000 mWcm2 8000 mWcm2 Zakres absorpcji kleju (nm) 360 - 600 360 - 600 360 - 600 Czas wiązania (s) wiązanie szkło-szkło 1 3 1 Czas wiązania (s) czas wiązania powierzchniowego 5 4 1
Dane:
- Liczba slajdów: 32
- Rozmiar: 1.45 MB
- Ilość pobrań: 35
- Ilość wyświetleń: 5644