Zobacz slidy








Treść prezentacji
Slide 1
Omów tradycyjny układ napędu stosowany w szlifierkach i porównaj ten układ z układami mechatronicznymi uwzględniającymi zużycie ściernicy podczas szlifowania Mateusz Stamiec Bartosz Stańczyk
Slide 2
Szlifierka obrabiarka przeznaczona przede wszystkim do obróbki wykańczającej utwardzonych powierzchni przedmiotów uprzednio obrobionych innymi metodami. Klasa dokładności 3-6
Slide 3
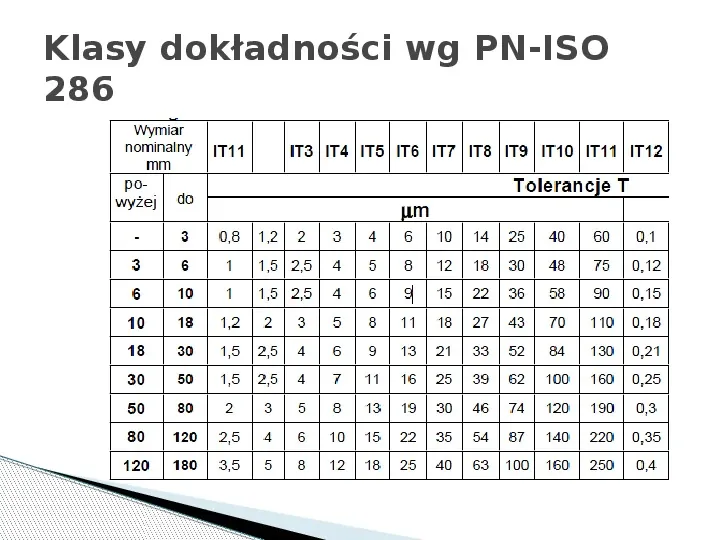
Klasy dokładności wg PN-ISO 286
Slide 4
Szlifierki pracują narzędziami wieloostrzowymi, zwanymi ściernicami.
Slide 5
Parametry szlifowania Obwodowa prędkość ściernicy V25- (ms) Prędkość posuwu stycznego stołu 5-25(mmin) Dosuw 0,005-0,05(mm Okresowy posuw osiowy stołu 5-25(mmskok) Naddatki na szlifowanie Wstępne 0,3-0,5[mm] Wykańczające 0,05-0,08[mm] Uzyskane chropowatość Ra 0,4-0,8
Slide 6
Budowa tradycyjnej szlifierki
Slide 7
Mechatroniczne dodatki do szlifierki
Slide 8
MONITOROWANIE WIBRACJI ZASTOSOWANIE Wykrywanie nie wyważenia nażędzia ZALETY Likwidacja drgań Zwiększenie dokładności kształtu Zwiększenie gładkości
Slide 9
MONITOROWANIE MOCY ZASTOSOWANIE Wykrywanie zużycia i uszkodzenia narzędzia podczas następujących cykli produkcyjnych: wiercenie, toczenie, frezowanie, gwintowanie, szlifowanie ZALETY Redukcja przestojów maszyny Maksymalne wykorzystanie możliwości narzędzia Lepsza jakość produkowanych części Idealny jako wyposażenie dodatkowe
Slide 10
MONITOROWANIE SIŁY ZASTOSOWANIE Wykrywanie zużycia i uszkodzenia narzędzi podczas szlifowania, ZALETY Redukcja przestojów podczas procesu produkcji Maksymalne wykorzystanie możliwośi narzędzia Lepsza jakość produkowanych elementów Idealne rozwiązanie dla producentów obrabiarek
Slide 11
MONITOROWANIE PRZEMIESZCZEŃ ZASTOSOWANIE Kontrola przemieszczeń osi (X, Y, Z) powodowana różnicami temperatury (sprzężnie zwrotne do sterowania CNC z kompensacją) Pozycjonowanie wałka Kontrola docisku części Rozpoznanie powierzchni nieregularnych na metalowych częściach Rozpoznanie miejsc spojonych ZALETY Zapobieganie powstawaniu braków produkcyjnych powodowanych różnicami w geometrii części Redukcja kosztów w porównaniu z tradycyjnymi rozwiązaniami Redukcja zużycia
Slide 12
MONITOROWANIE TEMPERATURY ZASTOSOWANIE Kontrola temperatury wewnątrz wrzeciona Monitorowanie różnic wymiaru wzdłuż osi X, Y, Z ZALETY Nie wymaga specjalnych interfejsów pomiarowych Wynik pomiaru może być wyświetlany przy użyciu standardowych woltomierzy
Slide 13
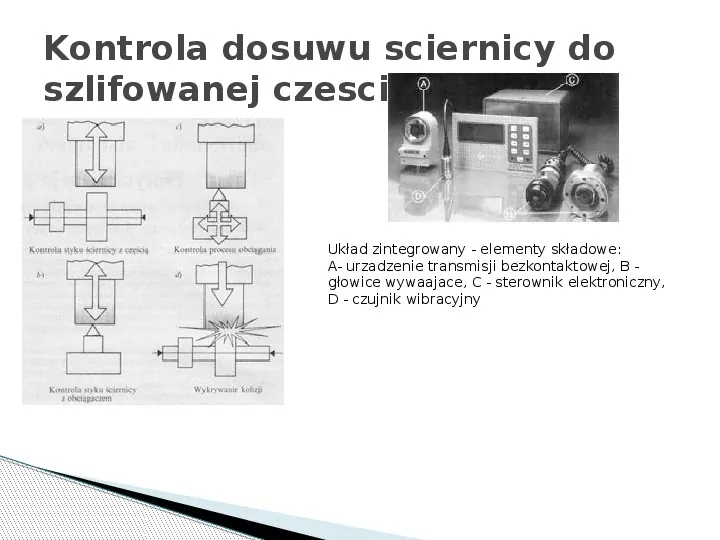
Kontrola dosuwu sciernicy do szlifowanej czesci Układ zintegrowany - elementy składowe: A- urzadzenie transmisji bezkontaktowej, B głowice wywaajace, C - sterownik elektroniczny, D - czujnik wibracyjny
Dane:
- Liczba slajdów: 14
- Rozmiar: 0.83 MB
- Ilość pobrań: 1604
- Ilość wyświetleń: 17272